 4家光刻胶日企全面对华断供,下一步会断什么产品?除了光刻胶,产业链上还有很多耗材和设备依赖进口,下一次又会选择哪一个下手呢?
4家光刻胶日企全面对华断供,下一步会断什么产品?除了光刻胶,产业链上还有很多耗材和设备依赖进口,下一次又会选择哪一个下手呢?
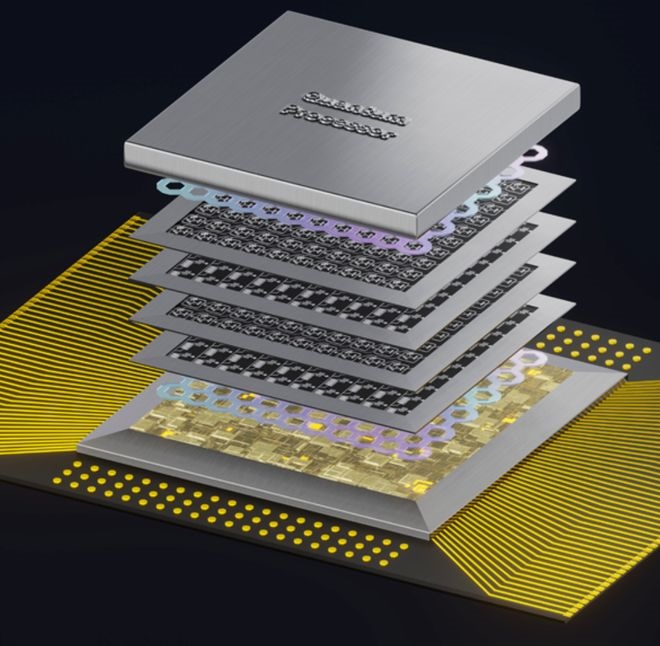 先进封装TGV玻璃通孔技术快速突破TGV技术目前正处于从技术验证向小批量量产过渡的关键窗口期
先进封装TGV玻璃通孔技术快速突破TGV技术目前正处于从技术验证向小批量量产过渡的关键窗口期
 加码车规级碳化硅功率芯片,三安光电与意法半导体共建新项目预计2028年实现满产后,8英寸外延及芯片可满足国内40%以上的车规级碳化硅需求。
加码车规级碳化硅功率芯片,三安光电与意法半导体共建新项目预计2028年实现满产后,8英寸外延及芯片可满足国内40%以上的车规级碳化硅需求。
 摩尔定律失效,韬定律起飞“韬定律”提出以“时间缩微”替代“几何缩微”。
摩尔定律失效,韬定律起飞“韬定律”提出以“时间缩微”替代“几何缩微”。
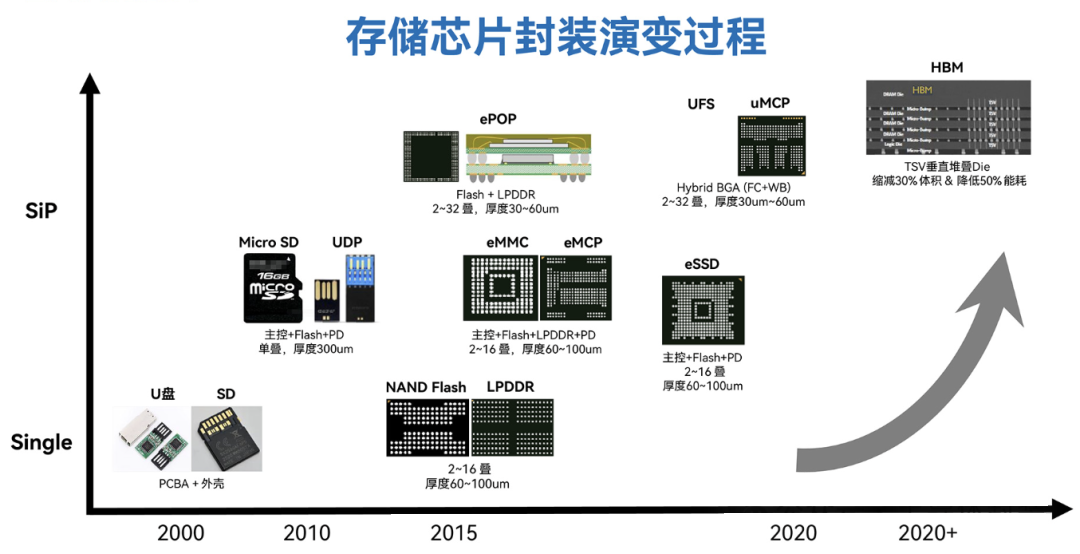
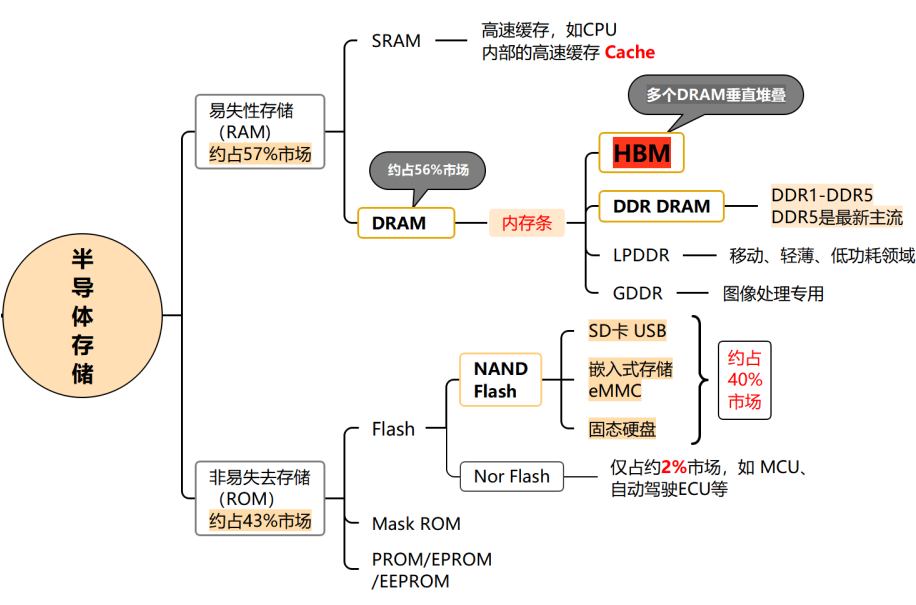 HBM存储国产率不足2%当前存储芯片市场正处于一个AI叠加的“超级周期”。
HBM存储国产率不足2%当前存储芯片市场正处于一个AI叠加的“超级周期”。
 深耕晶圆级先进封测领域——盛合晶微科创板IPO马年上会盛合晶微于2月24日迎来科创板IPO上市委现场审议
深耕晶圆级先进封测领域——盛合晶微科创板IPO马年上会盛合晶微于2月24日迎来科创板IPO上市委现场审议
 高潜力的氮化镓晶圆安森美与格罗方德为高增长市场打造全新650V功率器件
高潜力的氮化镓晶圆安森美与格罗方德为高增长市场打造全新650V功率器件
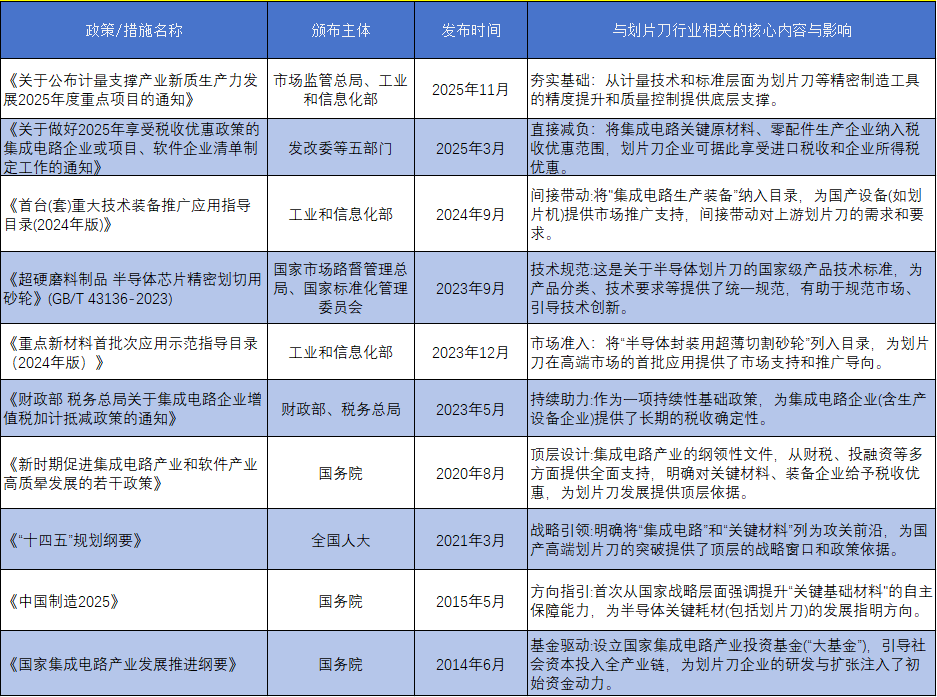 晶圆划片刀行业近年主要政策政策导向正从普惠性鼓励转向精准化扶持,覆盖研发、市场到下游应用全链条。
晶圆划片刀行业近年主要政策政策导向正从普惠性鼓励转向精准化扶持,覆盖研发、市场到下游应用全链条。
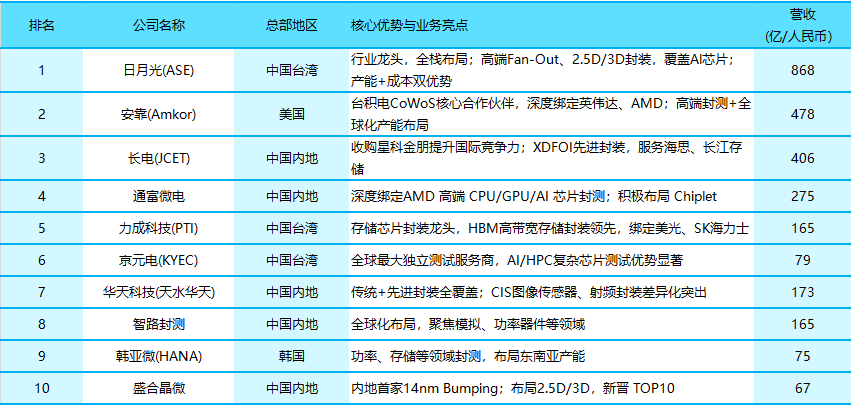
 存储芯片“严重短缺”,涨价大幕已拉开封测厂商势必将在2026年,继续扮演AI供应链中不可或缺的关键角色。
存储芯片“严重短缺”,涨价大幕已拉开封测厂商势必将在2026年,继续扮演AI供应链中不可或缺的关键角色。
 碳化硅功率器件进军消费电子领域消费电子对“高功率、小型化、长续航”的需求,与碳化硅的性能优势高度契合,催生了丰富而且明确的应用场景。
碳化硅功率器件进军消费电子领域消费电子对“高功率、小型化、长续航”的需求,与碳化硅的性能优势高度契合,催生了丰富而且明确的应用场景。