在晶圆划切或者封装切割过程中,直接决定设备切割精度与运行稳定性的一个重要环节——设备测高,很容易被忽略,而实际上又非常重要。设备测高不是单一模式,有接触性测高、非接触性测高两大基础方式,另外需要搭配专属校准设置,这里我们详细讲讲两种测高方式的原理和设置。
一、接触式测高(CT)
这是最基础的回路式测高方式,属于基准型测高方案。
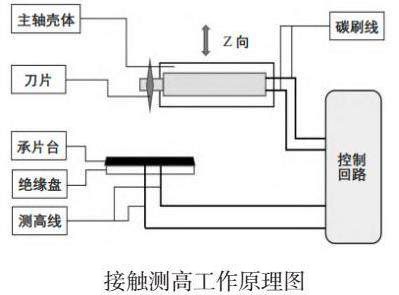
测高过程中,刀片向下运行,与台盘外延金属接触后形成完整电路回路,设备通过回路信号判定刀片的实际高度。
这种测高方式,刀刃会直接碰金属块,高频使用会导致崩刃、钝化,并缩短刀片寿命,尤其是精度高的刀片这方面的要影响更明显。而且长期接触会让基准点高度漂移,导致测高不准,需要定期更换或者研磨外延金属盘。外延金属盘是固定的金属块,无法补偿晶圆/基板翘曲、膜厚不均、吸盘高低差,必须配合非接触测高。基于这些原因,接触式测高只有每次重新安装主轴/夹具、更换新刀片时、设备重启时,需要测一次,日常生产中不会频繁使用。
二、非接触式测高(NCS)
这是设备日常高频使用的主力测高方式,依靠光路检测实现无接触精准测高。
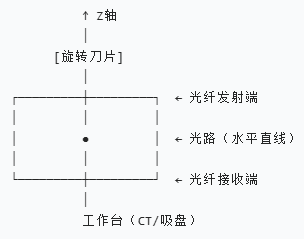
非接触式测高的原理是,刀片下降过程中会遮挡NCS 光路,设备通过检测NCS光源的透光率变化,精准判定刀片实际高度。需要注意的一点,进行NCS测高前,要先完成CT 接触式测高,确保光路无遮挡、无水珠、无粉尘。
为了让非接触测高长期保持精准,需要专属校准机制修正基准误差。设备先完成一次接触性测高,再紧接着执行一次非接触性测高,通过两组数据得出 CT 和 NCS 的高度差,以此校准后续 NCS 测高的基准值。
这种方式全程无接触、不伤刀,测量速度快,在切割过程中可以频繁使用,不过受水雾、粉尘、切割液飞溅影响大,必须时常清洁光路。