划片刀对晶圆等硬脆材料进行切割,和木工用锯子锯木头是一个道理,锯子靠齿缝排木屑,刀片就得靠排屑槽排出切削废料,没有排屑槽,刀片再锋利也没法正常加工。
排屑槽是什么?
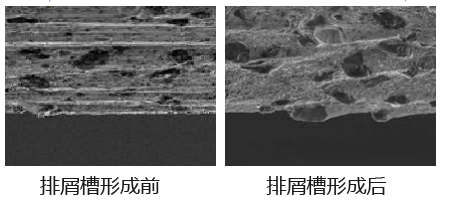
排屑槽就是刀片磨粒之间的空隙,属于刀片的“排废通道”,没有经过修磨的新刀片是没有现成排屑槽的,新刀上机后需通过修整(Dressing)或者预切割(Precut)才能形成,这也是为什么划片刀要搭配修刀板使用的原因,换刀不能省修整步骤,这不光是校准精度,更是给刀片开“排废通道”。
排屑槽两大核心作用
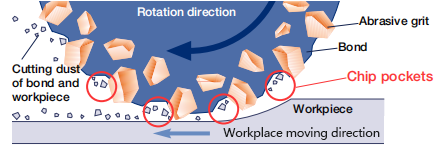
作用一,高效排屑:收集切削产生的硅屑、金属屑,把废料从切割槽里带出去,避免碎屑堵在刃口,导致负载飙升、刀片崩断;
作用二,冷却降温:带着冷却水直达切削点位,给高速旋转的刀片和晶圆降温,防止过热烧刀、晶圆崩边。
切割过程中有很多刀片断裂、崩边的问题,看似是参数或刀片质量问题,实则多半是排屑槽没开好,或者排屑槽堵塞导致碎屑排不出去的原因。
自锐性
说到排屑槽就不得不讲自锐性。金刚石划片刀与我们常见的菜刀、美工刀不一样,后者是越用越钝,前者是越用越锋利,这是因为金刚石刀有独特的自锐性。
自锐性产生的过程
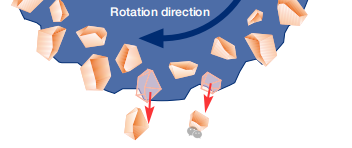
1.切削过程中,固定磨粒的结合剂,会被切削负载、工件碎屑慢慢磨损,刀片直径也会随之小幅减小;
2.结合剂磨损后,原本钝化的旧磨粒会自然脱落,刃口立刻露出全新的锋利磨粒,形成新的切削面;
3.循环往复,刀片全程保持锋利切削状态,不用人工额外打磨,这就是自锐性。
自锐性是刀片的自带特性,如果操作不当、材质不匹配,自锐性失效,就会出现裹刀、釉化问题。
裹刀,切割时金属碎屑粘在刃口,或者切割胶带的胶渍粘附在刀片上,堵死磨粒和排屑槽导致。
釉化,结合剂把持力太强,磨粒无法自然崩碎、脱落,新磨粒露不出来。
两种不同情况的异常应该分别从修刀、更换胶膜、更换刀片等方面着手处理,有的放矢才能药到病除。