 电镀刀的相关知识一、电镀刀——产品介绍电镀刀是一种表面处理技术,它通过在刀片表面镀一层金属薄膜,增强了刀片的硬度和耐磨性。电镀刀是工业生产中常用的一种工具,它广泛用于加工领域,特别是在切削和切割方面的应...
电镀刀的相关知识一、电镀刀——产品介绍电镀刀是一种表面处理技术,它通过在刀片表面镀一层金属薄膜,增强了刀片的硬度和耐磨性。电镀刀是工业生产中常用的一种工具,它广泛用于加工领域,特别是在切削和切割方面的应...
 你知道晶圆划片刀吗?在半导体晶圆封装的早期阶段,切割刀是切割晶圆和制造芯片的重要工具
你知道晶圆划片刀吗?在半导体晶圆封装的早期阶段,切割刀是切割晶圆和制造芯片的重要工具
 造成晶圆切割过程中崩边的原因! 晶圆切割主要采用轮毂型电镀硬刀,切割过程中可能会出现崩边,这是最常见的问题。崩边分为正面崩边和背面崩边,原因不同。
造成晶圆切割过程中崩边的原因! 晶圆切割主要采用轮毂型电镀硬刀,切割过程中可能会出现崩边,这是最常见的问题。崩边分为正面崩边和背面崩边,原因不同。
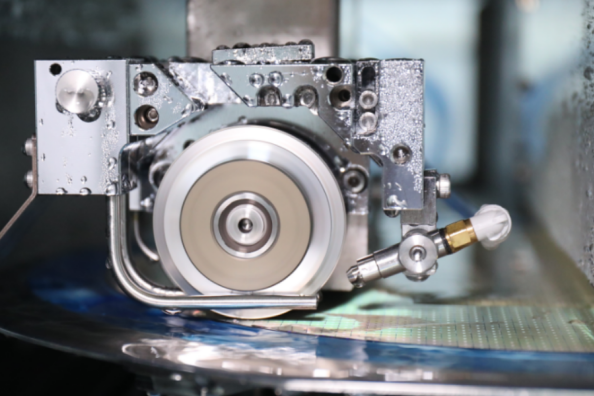
 几个核心元素的晶圆划切环节!切割机以强磨削为切割机制,空气静压电主轴为执行元件,以每分钟30000至60000的速度划定切割晶片的切割区域。承载晶片的工作台沿着叶片与晶片接触点之间的切割线以一定的速度直线移动,以分...
几个核心元素的晶圆划切环节!切割机以强磨削为切割机制,空气静压电主轴为执行元件,以每分钟30000至60000的速度划定切割晶片的切割区域。承载晶片的工作台沿着叶片与晶片接触点之间的切割线以一定的速度直线移动,以分...
 晶圆划片刀的选择至关重要! ...
晶圆划片刀的选择至关重要! ...
 半导体晶圆划片刀情况简述晶圆划片刀切割的方式包含一次切割和分步连续切割,效率高、成本低、寿命长,是使用最广泛的切割工艺。
半导体晶圆划片刀情况简述晶圆划片刀切割的方式包含一次切割和分步连续切割,效率高、成本低、寿命长,是使用最广泛的切割工艺。
 晶圆切割四要素!晶圆切割工艺说明:主轴、水源、刀具、承片台、晶圆切割四要素!切割机以强磨削为切割机制,空气静压电主轴为执行元件,以每分钟30000至60000的速度划定切割晶圆的切割区域。承载晶圆的工作...
晶圆切割四要素!晶圆切割工艺说明:主轴、水源、刀具、承片台、晶圆切割四要素!切割机以强磨削为切割机制,空气静压电主轴为执行元件,以每分钟30000至60000的速度划定切割晶圆的切割区域。承载晶圆的工作...
 半导体工业晶圆切割刀精加工解决方案!晶片是制造半导体器件的基本原料。高纯度的半导体材料通过拉动晶体、切片和其他工艺制成晶片。晶片通过一系列的半导体制造和生产工艺生产小的控制电路结构,然后切割、包装和测试成芯片,广泛应用于各...
半导体工业晶圆切割刀精加工解决方案!晶片是制造半导体器件的基本原料。高纯度的半导体材料通过拉动晶体、切片和其他工艺制成晶片。晶片通过一系列的半导体制造和生产工艺生产小的控制电路结构,然后切割、包装和测试成芯片,广泛应用于各...
 半导体封装介绍之晶圆切割蓝膜应用!半导体封装半导体包装是指芯片通过多个工序产生独立电气性能的过程,以满足设计要求。包装过程为:前晶圆工艺晶圆切割成小颗粒,然后用固定晶体机固定在相应的引线框架上,用氮气烤箱固化,然后用焊机...
半导体封装介绍之晶圆切割蓝膜应用!半导体封装半导体包装是指芯片通过多个工序产生独立电气性能的过程,以满足设计要求。包装过程为:前晶圆工艺晶圆切割成小颗粒,然后用固定晶体机固定在相应的引线框架上,用氮气烤箱固化,然后用焊机...
 晶圆切割追求刀片与工艺的双重优化在过去40年中,刀片和切割系统不断改进,以满足技术挑战和切割不同类型材料的要求。业界不断研究刀片和切割工艺参数对切割质量的影响,以便切割能够满足不断变化的晶片材料变化。
晶圆切割追求刀片与工艺的双重优化在过去40年中,刀片和切割系统不断改进,以满足技术挑战和切割不同类型材料的要求。业界不断研究刀片和切割工艺参数对切割质量的影响,以便切割能够满足不断变化的晶片材料变化。